About NEOtech Coatings Australia
Protection from the Heart
NEOtech Coatings provide a diverse range of innovative and unique industrial coatings that sustainably take on Australia’s and the world’s harshest environments and challenges.
Resources
Coatings
- Thermal Insulation Coatings
- Super Therm – Thermal Ceramics Coating, 96.1% total solar heat block – 20-50% Energy reduction; Reduce sound and fire spread, lasts over 30 years
- HPC & HPC-HT – Hot Pipe Coating – World’s most proven hot pipe coating solution – High temperatures from 100° to 600°C. Removes CUI
- HSC – Hot Surface Coating – Designed up to 177°C to reduce energy loss and improve safety
- Sunshield – Durable heat reflective paint/coating that lasts 10 years
- Fire Coating
- Omega Fire – Water-based, protects up to 1200°C without collapse or failure for over 3 hours. Protects assets for peace of mind
- Corrosion Coatings
- Rust Grip – Rust, Lead Paint & Asbestos Encapsulation – 15,000 hrs (30 years), Rated No. 1 by the Society of Petroleum Engineers
- Moist Metal Grip – Rust encapsulation for submersed, wet or damp surfaces and biofouling
- Industrial Sealants
- Enamo Grip – Tough protective coating that is hard, durable and can withstand Skydrol® hydraulic fluids
- SP Interlock – Purge impurities, hardens concrete, mortar and stone; Stops salt damp
- Lining Kote – Protect against the harshest acids, bases, chemicals and solvents

About NEOtech Coatings
Australia has a relentless environment from the seas to the cities, the outback to the tropics. The barrage of heat, fire, corrosion, acids, mould, biofouling, lead paint and asbestos encapsulation is unyielding. NEOtech Coatings Australia proven tough, innovative industrial coatings creates long standing, future proof solutions in difficult environments that protect industrial assets.
NEOtech have the same high standards in values, quality and innovation as the award-winning manufacturers Superior Products International II, Inc. (SPI) we distribute for here in Australia.
For over 30 years, SPI has researched, developed and tested proven solutions to real world problems of heat, corrosion and sealants. Each of our coatings has the backing of innovative, extensive scientific trials, both in the lab and the field. SPI holds the distinction of having scientific research and testing relationships with major corporations around the world, including NASA.
When a company or industry is challenged to resolve a problem with heat, corrosion, sealants, we step up to deliver the tough coatings needed and NEOtech delivers the results in Australia that are globally tested and proven.
Each coating offers more than claims of results — the proof is in the successful application and use of our coatings by some of the world’s largest corporations including Nissan, Exxon-Mobil, Mitsubishi, US Army, Sony, Saudi Aramco Oil, Halliburton, Berkshire Hathaway Energy, Pemex, Chevron, Gazprom Oil, Workstrings International and more.
Industrial, commercial, government, marine, cold and cold storage, mining and energy and more we have the coatings that work for a long time with our exclusive, innovative formulations.
NEOtech has a commitment to solve the most challenging problems in the most difficult environments globally and our coatings bring a new innovation to any industry.
It’s tough ever-changing environment and strong protection has never been more important!
We focus on Future proofing with quality, tested and tough protection solutions!
We’re really proud our coating solutions absolutely help protect, shield and insulate your industrial world.
Innovative coating solutions from NEOtech truly address the most aggressive environmental challenges you may face and protect your assets long-term as they stand the test of time.
High performance coatings have entered a new era based on advanced science, chemistry and nature!
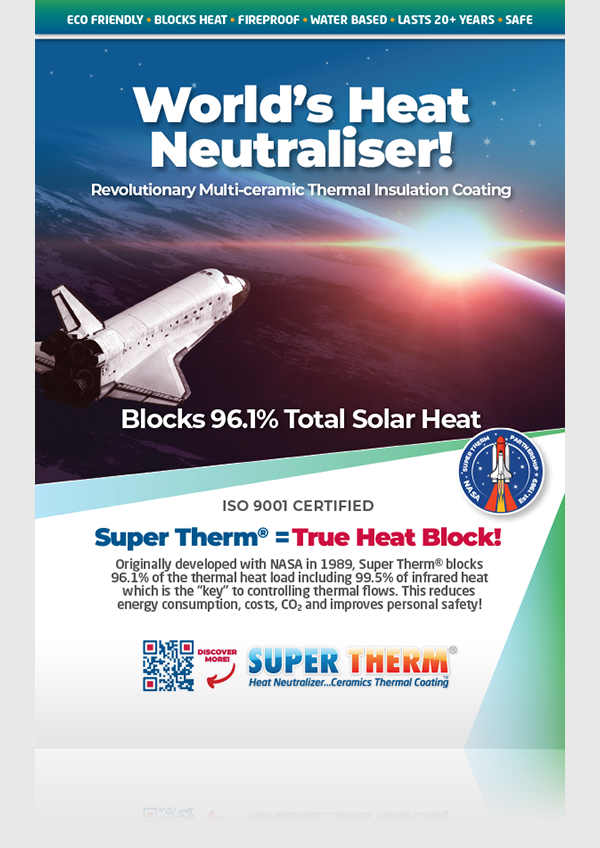
Super Therm® Energy Saving Ceramic Cool Coating was developed with NASA and passively reflects 96.1% of total solar heat and helps with energy savings with reduced emissions. It was tested to block 99.5% infrared. It is used by the military including the US Army Corps, US Airforce and leading global corporations.
Rust Grip® is rated No. 1 by the Society of Petroleum Engineers for corrosion protection in a 8 year field study by Chevron and Workstrings International along with being the only coating that actually encapsulates lead-paint and asbestos unlike any other and utilised by the US Army for remediation of buildings and tanks.
If future proofing your industrial assets is important…really important, while reducing your CO2 towards Net Zero emissions, NEOtech have a diverse range of industrial solutions that meet the toughest challenges.
Contact us for more information or to find a local Dealer/Application and future proof your industrial assets with tough protection.
Some Companies using Rust Grip® Globally

Competitive Advantages
- Coatings with over 35 years global experience
- Accredited to ASTM and International Standards
- Energy savings cool coating blocks 96.1% solar heat
- Corrosion, Lead paint and Asbestos encapsulation coating rated to 6,780 psi / 478 bar
- Extensive global projects and industries in every sector
- Developed with NASA for energy savings and fire ratings
- Established multi-nationals in Energy and Mining
- Net Zero Target coatings solutions
- Dealers and Applicators Australia wide
- Distributors and Projects global
- Long standing reputation for exceptional high performance and sustainable solutions
Discriminators
NEOtech Coatings work with many different industries to provide some of the world’s major ongoing challenges including energy, mining, heavy industry, marine, military, containers, infrastructure and more.
- Passive 20% to 50% energy reduction coatings
- Save more in maintenance, repair and replacement costs; easily retrofitted
- Eliminate CUI (Corrosion Under Insulation) in piping
- Direct fuel savings and reduce carbon emissions on cool and cold storage and transportation
- Provide thermal protection to all surfaces of any building material – stop heat load
- Provide fire protection to all surfaces of any building material – up to and beyond 7 hours
- World’s only lead paint, asbestos, corrosion encapsulation with a single coat system – replace sandblasting and 3 coat corrosion systems
Capabilities
- Future proof tough long lasting coatings protection
- Passive energy savings coatings – Net zero carbon emissions target solutions
- Unique corrosion, lead paint and asbestos encapsulation
- Hot surface and hot pipe coatings protection
- Prevention of corrosion under insulation
- Commercial, industrial and military applications
- Applied in the toughest environments and largest industries worldwide
- Meets all International Standards
Quality Approvals
- DNV (Det Norske Veritas)
- US Energy Authority
- Energy Star Rated
- Cool Roof Rating Council
- IMO (International Marine Organisations)
- ABS (American Bureau of Shipping)
- USDA Product Safety Branch
- US Army Corps Engineers
Quality and Detail from the Start

Many competitors talk about NASA technology and some have even adapted other technologies to make it look like their products are amazing, however the range of products NEOtech Coatings solutions are proven tough, innovative and long lasting globally.
After six years of work in partnership with NASA, a revolutionary ceramic solar heat block coating invention by Joseph E. Pritchett from Superior Products International II, Inc. in 1989 was able to isolate four specific ceramics required which combine to reflect over 95% of the solar heat and prevent heat load into any substrate. J.E. is an international ceramics expert, paint specialist and an industrial chemist developed Super Therm® Solar Heat Block Coating as a proven global solution to passive and safe cooling that almost defies the conventional laws of physics.
J.E. is an early innovator of radiative cooling and heat reflective coatings and in those years has over 700 pages of global and industry test results and utilised by some of the world’s largest companies. Super Therm® has one of the world’s highest total solar reflectance ratings of 96.1% and thermal emittance of 91%. It is made from four specific micron sized ceramics combined with a tough yet flexible binding agent that lasts over 30 years and is a Class ‘A’ fire rating amongst its impressive list of benefits unlike many others.
Super Therm® has one of the world’s highest total solar reflectance ratings of 96.1% for a ceramic coating and thermal emittance of 91%
For thousands of years ceramics have proven strong bonds and light atoms. Thus, they can have high frequency vibrations of the atoms to reflect heat and sound waves. The result of this combination shows ceramics typically have both high heat capacities and high melting temperatures. The four specific ceramics in Super Therm® work to reflect visual light, UV and infrared heat as well as prevent heat load. Perfect insulators in the right combinations. J.E. distinguished this combined as a natural and safe heat protection solution that showed outstanding energy and heat reduction results in buildings and locations where it’s applied.
Globally the assessed major impacts on energy use, operating costs and greenhouse gas emission reductions of buildings is making a significant difference to carbon emissions and the bottomline. These results indicate that Super Therm® improves the triple-bottom line benefits, with reduced environmental impacts, improved indoor environment and reduced operating costs. In fact, a US Energy Authority undertook three individual energy assessments on Super Therm® with savings between 20 and 50% energy reduction.
For over 30 years, Superior Products International II, Inc. has researched, developed and tested proven solutions to real-world problems of heat, fire, corrosion and sealants. Each of our branded products has the backing of extensive scientific trials, both in the lab and in the field. SPI holds the distinction of having scientific research and testing relationships with major corporations around the world and with NASA.
Superior Products International II, Inc. works through a network of dedicated distributors who are rigorously trained in the use and application of the SPI branded line of coatings. Each SPI distributor strives to demonstrate the highest standard of the SPI Products line in performance, delivery and results.
Each SPI branded product offers more than claims of results – the proof is in the successful application and use of our products. All over the globe, more industrial, commercial, petrochemical and residential coatings are SPI branded products. SPI has built a reputation on the proven results of our coatings, but SPI is more than just coatings, together we collectively are a solutions driven company.
Our product line has developed from our historical commitment to solve problems. Each product found an avenue to existence based upon a tangible or required need in the field. They were proven in field use before being laboratory tested and established for sale in the market place. When a company or industry is challenged to resolve a problem with heat, corrosion and sealants, SPI and NEOtech Coatings steps up to deliver.

Our Brand Promise
We will professionally provide globally proven, highly innovative and unyielding coating solutions that shield, protect, insulate and reduces energy from the harsh Australian environment. In fact we future proof your industrial assets and world!
The Vision
Our vision is to transform all of Australia with the application of high quality, energy efficient, sustainable and innovative solutions through global leading SPI Coatings’ products to future proof your industrial world!
On a Mission
As Australian distributors of SPI Coatings global leading products, our mission is to provide quality solutions and applications in heat management and asset protection while saving money and energy through environmentally friendly practices with unparalleled systems, training, application and customer service.
Thermal Insulation Coatings
Super Therm®
Thermal Ceramics Coating, 96.1% total solar heat block – 20-50% Energy reduction
Super Therm® is used to coat over exterior surfaces in hot climates to block 96.1% of the radiation heat (UV, Short Wave and Long Wave). Preventing HEAT LOAD onto the initial surface or envelope of the building or structure reduces heat entering the interior. Super Therm® has a 99% BTU rating, meaning it blocks virtually all Infrared Heat. While most coatings reflect heat and need to be as white as possible, they don’t work when dirty, Super Therm® has proven to be working efficiently over 30 years later, block 50-68% of sound and prevent flame spread > Learn More >
- Super Therm Brochure – pdf
- Super Therm Testing
- Super Therm Safety Data Sheets – pdf
- NASA Development
HPC®
Get “High” Heat Insulation and Protection that Stops CUI
HPC® Coating and HPC-HT is a single component water-based coating designed to insulate hot pipes or surfaces that load up to 260°C. The coating is not a reflective coating but an insulation coating and works to block or hold the loading of higher heats and to resist the transfer of heat through the coating to the cooler side. Holds heat in the surface in which it covers. Once coated, the surface should be equal to the interior temperature. HPC-HT has been successfully applied to hot pipe surfaces around 500°C. Learn More >
HSC®
Get “High” Heat Protection that Surpasses Conventional Insulation
HSC® Coating is a single component water-based coating designed to insulate hot pipes or surfaces that load up to 176°C. The coating is not a reflective coating, but works to block the absorption of heat and to resist the transfer of heat through the coating to the cooler side > Learn More >
Sunshield
More than just a Heat Reflective White Paint – Blocks 85% of Solar Heat
Sunshield is a single component water-based reflective coating made with acrylics but using our highest quality of reflective ceramic compounds to outperform all similar “reflective” coatings advertised in the market. Not as long lasting as Super Therm®, but does a great job of repelling the initial radiation heat on the surface it covers. Learn More >
Fire Coating
Omega Fire
A Coating Designed to Withstand 1200°C Direct Flame and Heat Transfer
Omega Fire™ is a single component coating designed to withstand 1200°C (2200°F) direct flame and resist heat transfer to the backside. This coating has not obtained UL certification as yet, but has performed many of the UL testing profiles to verify its capabilities. Adjustments have been made after all the initial testing to perfect its performance. Some initial testing along the way have given up to 7-hour fire rating performance and passed the NYC 2 hour support beam testing as well as fire protection for shipping containers > Learn More >
Corrosion Coatings
Rust Grip®
The World’s Toughest Encapsulation Coating Encapsulates Corrosion, Asbestos & Lead Based Paint – Rated No. 1 by the Society of Petroleum Engineers
Rust Grip® is a single component urethane formula applied directly to rust or blasted metal surfaces. 6780 psi surface tensile strength. Pull test results in the field and lab average 1200 psi and in the field over blasted surface at 2200 psi. Permeability rating of 0.24. Extremely tough, anchors itself inside the pores of the metal surface or surface rust to block moisture and air from developing corrosion. Simple to use and extremely effective against all corrosive environments. Applied only to completely dry surfaces. Learn More >
- HPC Technical Data | Application | Safety Data Sheet – pdf
- Rust Grip® Brochure
- Rust Grip® Videos
- Rust Grip® Case Studies
- Rust Grip® Testing
- Rust Grip® v Zinc Coatings
- Rust Grip® v Hot Dip Galvanising
- Australian Standards
- Humidity & Temperature Chart
Moist Metal Grip
The Ideal Protection in Harsh, Wet Environments
Moist Metal Grip is a two component epoxy formula for corrosion control over condensation or wet surfaces of any kind. Moist Metal Grip can be applied by brush or roller to force the coating into the surface pores, to replace the moisture or water, and to lock down and prevent the combination of moisture and air to allow corrosion to exist or continue. Available in clear, white, and custom colours. Learn More >
Industrial Sealant Coatings
Enamo Grip
The Ultimate Protection Coating
Enamo Grip is a two component urethane top coat for colour and UV protection with industrial strength to guard against chemical splash and acid rain. Enamo Grip provides an automotive-type coating finish with self-leveling properties. Available in clear and custom colours. Learn More >
SP Interlock
Stone and Concrete Sealant…Perfect for Treating Salt Damp
SP Interlock is a single component water-based coating containing a combination of non-acidic water-soluble agents, which penetrate through the open pores of aged concrete. SP Interlock sets up a chemical reaction (within the concrete) with the salts and limes present. Unlike other sealants, SP Interlock works from the inside out. This is not a surface sealant. SP Interlock works to replace solids lost by age and weathering. Learn More >
Lining Kote UHS
Protect Against the Harshest Acids, Chemicals and Solvents
Lining Kote UHS protects against the harshest acids, bases, chemicals and solvents. Lining Kote UHS is a two-part pigmented epoxy coating, which will produce a hard, tough coating film. Designed to for use on the interior of tanks, this epoxy coating was built to resist the toughest acid, chemical or solvent environments. Learn More >