Refrigerated Units Heat Protection for Trucking – Reefers and Pantechs
NEOtech Coatings Australia helps, trucking companies reduce expenses, energy, freight, time, CO2 and improve comfort. Field testing has shown that Super Therm® reduced refrigerated trailer units’ fuel consumption by approximately 30% versus a multi-temp refrigerated unit with traditional aluminium roofs and waiting time by 44% to cool reefers down.
Longevity
- Super Therm® can also increase the longevity of the reefer roof. Ultraviolet (UV) rays from the sun break down many conventional roofing materials.
- Super Therm® reflects the sun’s ultraviolet rays, and slows down roof aging.
- Super Therm® prevents corrosion, fights against the growth of mould, mildew, fungus, and algae.
Contraction/Expansion
The reefer roof materials also contract and expand daily as they heat up during the day and cool down at night.
- Super Therm® can lower roof and wall temperatures also reduce the rate of any chemical breakdown.
- Super Therm® reduces expansion and contraction of the roof, which helps to keep the roof seams from leaking.
- Super Therm® doesn’t experience large daily temperature fluctuations so it undergoes less thermal fatigue.
- Super Therm® can increase roof and wall system life and significantly decrease maintenance and expenditures.
Trailer Energy Consumption
The technical requirements for transport refrigeration units are more severe than for many other applications of refrigeration. The equipment has to operate in a wide range of ambient temperatures and under extremely variable weather conditions (sun radiation, rain, etc.). It also has to be able to carry any one of a wide range of cargoes with differing temperature requirements, and it must be robust and reliable in the ever-changing transport environments .
Estimated diesel power requirements (as equivalent fuel use) for road units are from 11 kW for a typical van unit to 23 kW for a trailer unit, giving an overall figure of around 0.05 kWh per tonne km. This high power requirement is necessary to obtain a fast temperature pull down and fast recovery in distribution with many door openings. This corresponds to equipment with cooling capacity about 4 times the body heat loss cooled at –20°C and 10 times the body heat loss cooled at 0°C at 30°C ambient. Running hours may be between 1800 and 4000 hours per year.
Intermodal container units may require electrical power of around 2 kW for frozen goods and 5 kW for chilled, but this is very dependent on unit design and operating conditions. It is notable that the close temperature control requirements and more rapid air circulation needed for chilled goods result in higher power requirements than for frozen goods, despite the lower temperature differences to be maintained.
Although the degree of temperature control (and thus the degree of security for food safety and quality) in refrigerated transport equipment is excellent, the effects of equipment, packaging and stowage mean that this is achieved at the expense of energy use.
Good thermal insulation is a necessary part of efficient use of refrigeration, and changes in insulation foams, necessary for other environmental reasons, may increase power consumption. Insulation suffers degradation of thermal properties with time, which must be allowed for in energy budgets. For chilled cargoes in particular, new technologies such Super Therm® should be evaluated for solar heat blocking characteristics.
Typically, from the moment fibreglass insulation is placed in retail packaging, it is exposed to air, packaged, shipped, and placed on the shelf for shipment to the end user. The fibreglass insulation will lose 30% of its volume due to hydrolysis from the moisture trapped in the packaging.
It is imperative for the trailer’s insulation to perform electively year after year. Thereby, decreasing operational cost a s the cooling unit will run less, consume less fuel, and require less maintenance. Extended productivity and a longer useful life cycle are also obtained as Super Therm® helps maintain the performance as the trailer ages. As a refrigerated trailer ages, its insulation system will degrade because of trailer damage, moisture intrusion, or air loss. Insulation degradation is largely due to the normal aging of the trailer. The cooling unit has to work harder to make up for this loss of thermal efficiency, causing cooling unit run-times and fuel costs to increase. Eventually the insulation will degrade so much that the unit will not have enough cooling capacity to get the job done.
Even well maintained refrigerated trailer liners is permeable, meaning the liners allow gasses to escape and suffer insulation degradation over time. Refrigerated trailers are insulated with polyurethane foam, which is a light weight polyurethane foam insulation with a highly thermally efficient cell gas is the goal of the insulating process. When used in refrigerated trailers, polyurethane foam is injected into the walls, floors and ceiling, etc. A chemical reaction then takes place, during this process, the “insulating” gas in foam or the “blowing agent” expands the foam and is retained in the cell structure of the polyurethane matrix. However, over time, some of the cell gas escapes from the foam and air migrates into the cells. As more of the insulating cell gas escapes and air gets into the cells, the polyurethane foam loses its insulation capacity. This is called thermal degradation and happens to the polyurethane foam insulation in all traditionally lined refrigerated trailers.
Until now, the only way to compensate for the decreasing insulation performance has been to make sure the cooling unit has enough excess capacity to maintain temperatures over the course of time. But a refrigerated trailer coated with Super Therm® will dramatically slow down the loss in insulation performance, extending the useful life, and increasing the effectiveness of the trailer. Super Therm® helps to keep refrigerated trailer on the road and generating revenue by maintaining excess cooling capacity, decreasing unit maintenance downtime, and expanding its productivity.
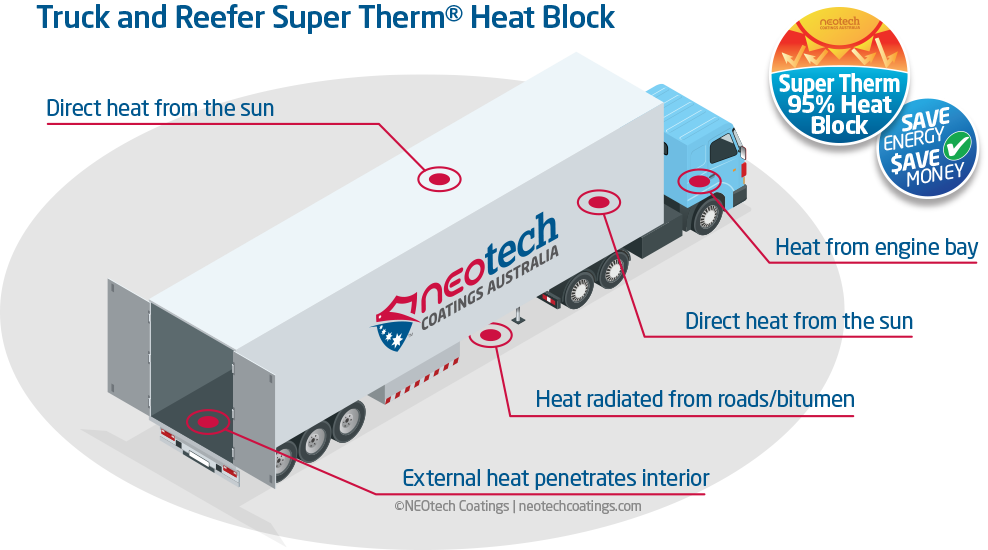
The sun can heat a trailer’s roof surface to over 93°C. Most trailer roof substrates are poor reflectors of heat, absorbing as much as 98% of solar heat (radiation). The roofs become a solar oven; hot enough to cook an egg when the outside temperature is only 32°C. The sun’s rays and high temperature transforms the trailer roof into heating panels radiating heat to every surface within the trailer. In refrigerated trailers this means that the cooling units must work harder to keep the perishable contents at their prescribed temperatures, using excess fuel and energy.
Insulation
- Insulation restricts heat conduction across walls, flooring, doors, and the roof of transportation vehicles. The load area is reasonably or even tightly sealed to restrict air leakage.
- Insulation limits the amount of ambient heat and humidity that enters the vehicle during hot weather and the amount of internal heat (mostly from the product) escaping to the outside, causing product chilling or freezing during freezing weather.
- Most insulation is foamed-in-place or components of extruded panels that are composed of materials that deteriorate slowly over time (about 5% of the insulating quality per year). Manufacturing improvements have brought about trailers with thinner walls, creating greater internal load space, while maintaining sufficient insulating capability for most conditions of produce transportation.
- Insulation can be damaged and its thermal barrier value lessened by lift truck damage during loading and unloading operations. Water intrusion that initiates at these damage points greatly reduces the insulation quality and even facilitates temperature transfer.
- Highway trailers typically do not have ducted sidewalls because this feature, while improving temperature management, adds weight and reduces the available load space. In hot weather, in particular, this may be an important factor in localized product temperature gain if produce is loaded directly against the sidewalls.
Truckinginfo.com: Ceramic Roof Coating Reduces Fuel for Food-Hauling Fleet
Product Recommended for Vehicles
Super Therm® coating reduces fuel for food-hauling fleet
- Super Therm® cool-down time was cut by 1.75 hours or 44%
- 20% less fuel on the outbound “hot” haul
- 29% less fuel on the return “cold” leg
- Long-term benefits at 200 to 250 trips a year, could total $2,500 times by 20 years $50,000 in your pocket.

Pacific Shipping & Trucking of Denver moves truckloads of baked bread from Denver to Phoenix, then returns to Denver with ice cream, explains Keith Robertson, the fleet’s owner and president. Bread is maintained at (27°C) 80°F, but ice cream must stay frozen at (-28°C) -20°F – “extreme heat to extreme cold,” he says. It’s a drop-and-hook operation, with trailers full of bread left at docks in the usually hot southern Arizona city while empty reefer trailers wait nearby.
If in Australia 21.7 litres x $1.80 per litre = $39.06 x 200 trips = $7,812 per annum x 20 years = $156,240 total fuel reduction plus engine life extension and CO2 reduction!
A driver backs his tractor onto an empty, then starts the reefer unit to begin cooling down the trailer’s interior so it can take on ice cream. Temps inside the trailer can be (48°C) 120°F or more, and it’s got to be cooled to below zero. “It was taking us two and a half hours to get sitting out in the sun to get to minus 10 – from there they can start loading – then,” Robertson says. “Now it takes 45 minutes to an hour,” so the reefer runs less and burns less fuel. > Read More >
Reducing fuel and produce in truck transportation
During the latter part of 1989, I heard about a product called Super Therm® which was supposed to be able to reduce inside temperatures.
Being the owner of a fleet of primer movers pantech and tautliners I have continual problems with heat buildup in the tautliners which are primarily used to cart bananas from Northern New South Wales to Adelaide. Temperatures are frequently around 35° up to 50°C. in mid-summer. This heat buildup causes the produce to rot and at times the loss rate could be as great as 15%. Bananas need to be carted at between 10°and 13°C but the tautliners with refrigeration units running constantly would run at a constant 19°C.
Although a little skeptical about any real benefits of Super Therm®, I decided to test the product with the following results:
- Inside the tautliner: when it is standing empty, it is noticeably cooler than a unit without Super Therm®.
- The motor on the refrigeration unit is set at 10°C. (normal temperature for carting bananas at that time) will in fact idle, hence a reduction in fuel costs to run the unit.
- The reduction in temperature due to Super Therm® has eliminated produce losses which of course was my prime concern, the added fuel reduction being a bonus.
To anyone considering having Super Therm® applied to their pantech or tautliner, my comments could only be to delay the application is to waste money.
Bob Fountain Transport
Brisbane, Australia
Reefers – 30% fuel reduction
(As sited from Land Line Magazine – The Business Magazine for Professional Truckers – July 23, 2003)
Industrial Coatings Alliance Group Inc. is an international consultant, distributor, application and maintenance company of roof coatings and roofing systems. Headquartered in Roswell, GA, ICAG is a charter member of the EPA’s Energy Star Roof Coatings Program and is a leader in researching and implementing energy conservation roofing programs for various prominent business owners. With more than 5 million square feet of roofing surface coated, as well as more than 30,000 over-the-road trucking trailers, ICAG is recognized as a leader in roofing solutions.
While most roofing systems are merely a means of keeping the weather out, ICAG’s coating and roofing systems will provide superior heat protection qualities, structural protection and aesthetics that will significantly lower utility cost, provide maintenance reduction and enhance the aesthetics of the facilities and/or vehicle. Our research indicates that energy reduction alone provide an extremely favourable payback period making the application a viable financial option.

Industrial Coatings Alliance Group has recently tested its proprietary ceramic coating with one of the nations largest private refrigerated carriers. ICAG is pleased to announce that Super Therm®, its proprietary coating, when applied to the top of a refrigerated trailer, can reduce the units fuel consumption approximately 30% versus a multi-temp refrigerated unit with traditional aluminum roofs.
The test began in July 2002. Super Therm® roof coating was applied to five multi-temp reefers in Tolleson, Arizona. This facility was chosen due to the extreme amount of radiant heat that refrigerated units were exposed to daily, on mostly a year-round basis.
The “Control Group” consisted of five multi-temp trailers with traditional aluminum roofs. A third group of trailers, five multi-temp trailers coated with the trailer manufacturer’s proprietary heat-resistant composite roof, was included in the test as well. All 15 units were 2001 model year and manufactured to identical build specifications, with the exception of the addition of the heat-resistant composite roof by the manufacturer.
The primary area of focus for this test was on fuel economy; would the Super Therm® coated reefers burn less fuel than the control group and even the group with the heat-resistant composite roofing system. In addition, would the difference in fuel consumed justify the cost of the product? Read More >
30% less fuel consumption
After gathering and analyzing test results for the months of July and October, ICAG is pleased to announce that Super Therm® not only met, but also exceeded the expectations of the private refrigerated carrier.
In July, the Super Therm® coated units burned 30% less fuel than the “control” units and 2% less than the manufacturers heat-resistant composite units. On an annual basis, this resulted in decreased fuel consumption of 1,039 gallons and 463 gallons respectively. At $1.10 per gallon of gasoline, the cost benefits were $1,143 and $509 per unit.
In October, the Super Therm® units burned 27% less fuel than the “control” units and 22% less fuel than the manufacturers’ heat-resistant composite roofing system units. On an annualized basis, this resulted in decreased fuel consumption of 599 gallons and 435 gallons respectively. At $1.10 US per gallon, the cost benefits were $659 and $479 per unit. Per our test, we can expect that reductions would be highest in the summer months, lowest in the winter months and average in fall and spring months.
Payback in less than 1 year
With product cost and installation cost considered, a payback could be expected of less than one year. These reduction estimates do not include maintenance benefits which would likely result from the refrigeration unit running less hours, or running a higher percent of hours in low speed versus high. This would, in theory, also extend the life of the refrigeration unit. In addition, benefits associated with a decrease in labor that would result from fueling the reefers less often is not included in the cost reduction.
Reduction in maintenance and labour costs
*Industrial Coatings Alliance Group Inc. believes that this coating system is consistent with private and for-hire refrigerated unit carriers’ goal to provide superior service to their customers and staff while improving the bottom line of that company through significant cost reductions.
Ultra Sound Testing Super Therm® Coated Trailers
Stoughton Trailers Inc. is the only North American Trailer Manufacturer to utilise state of the art Ultra Sound techniques to provide leak free products to the Van Trailer and inter-modal Container market.
Our verification tests conducted on a Van Trailer with an aluminum roof coated with Super Therm® shows that the unit prior to the first application of the Super Therm® coating had an average decibel reading of 38. After the first application of Super Therm®, the average decibel reading was 25 and after the second and final application of Super Therm®, the average reading dropped to 12 decibels. Read More >